

Se você estiver interessado no produto e quiser mais informações, deixe suas informações.

Whatsapp : +86 16630722266
Wechat (China) : +86 16630722266
Email : sam@greatforming.com
Abaixo está um folheto dos produtos da nossa fábrica, que pode ser visualizado e baixado.
Parâmetros técnicos
- Espessura da folha : 0,15 mm — 3,0 mm (pode ser personalizada de acordo com suas necessidades)
- Voltagem : 380v 50hz trifásico / 220v 60hz trifásico (pode ser personalizado de acordo com suas necessidades)
- Idioma : Inglês / Espanhol / Árabe / Russo / Português / Alemão / Francês (Pode ser personalizado de acordo com suas necessidades)
- Marca do motor : Siemens / outros (pode ser personalizado de acordo com suas necessidades)
- Metros : 1 metro / 2 metros / 4 metros / 6 metros / 8 metros / 10 metros / 12 metros (pode ser personalizado de acordo com suas necessidades)
Cenários de aplicação
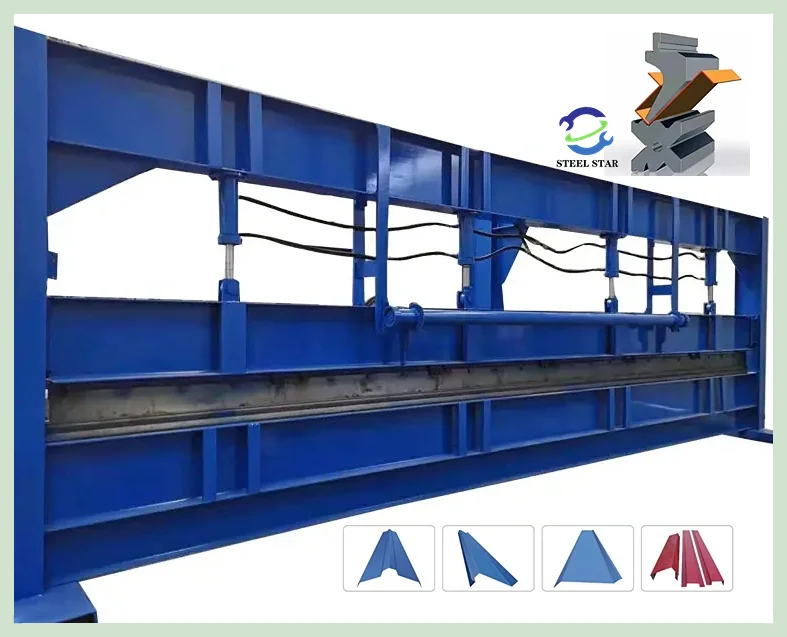
Uma máquina de dobrar é uma máquina que pode dobrar chapas finas. Sua estrutura inclui principalmente um suporte, uma bancada e uma placa de fixação. A bancada é colocada no suporte. A bancada consiste em uma base e uma placa de pressão. A base é conectada à placa de fixação por meio de uma dobradiça. A base consiste em uma concha de base, uma bobina e uma placa de cobertura. A bobina é colocada na depressão da concha de base, e o topo da depressão é coberto com uma placa de cobertura. Quando em uso, a bobina é energizada por um fio e, após a energização, uma força atrativa é gerada na placa de pressão, prendendo assim a placa fina entre a placa de pressão e a base. Devido ao uso de fixação por força eletromagnética, a placa de pressão pode ser transformada em uma variedade de requisitos de peça de trabalho e pode processar peças de trabalho com paredes laterais, e a operação também é muito simples.
Princípio de funcionamento:
A máquina de dobrar hidráulica inclui um suporte, uma bancada e uma placa de fixação. A bancada é colocada no suporte. A bancada consiste em uma base e uma placa de fixação. A base é conectada à placa de fixação por meio de uma dobradiça. A base consiste em uma concha de base, uma bobina e uma placa de cobertura. A bobina é colocada na depressão da concha de base, e o topo da depressão é coberto com uma placa de cobertura.
Quando em uso, a bobina é energizada por um fio e, após a energização, uma força atrativa é gerada na placa de fixação, prendendo assim a placa fina entre a placa de fixação e a base. Devido ao uso de fixação por força eletromagnética, a placa de fixação pode ser transformada em uma variedade de requisitos de peça de trabalho, e peças de trabalho com paredes laterais podem ser processadas. A máquina de dobra pode atender às necessidades de várias peças de trabalho substituindo o molde da máquina de dobra.
Categorias principais: As máquinas de dobra são divididas em máquinas de dobra manuais, máquinas de dobra hidráulicas e máquinas de dobra CNC. As máquinas de dobra manuais são ainda divididas em máquinas de dobra manuais mecânicas e máquinas de dobra manuais elétricas. As máquinas de dobra hidráulicas podem ser divididas em sincronização do eixo de torção, sincronização mecânico-hidráulica e sincronização eletro-hidráulica de acordo com o modo de sincronização. As máquinas de dobra hidráulica podem ser divididas em tipo de movimento superior e tipo de movimento inferior de acordo com o modo de movimento.
A máquina de dobra é um equipamento importante para dobrar e formar peças de trabalho na indústria de chapas metálicas. Sua função é pressionar chapas de aço em peças de vários formatos de acordo com os requisitos do processo. Conforme mostrado no “Diagrama esquemático da estrutura da máquina de dobra hidráulica de chapas metálicas”, a estrutura é composta principalmente de colunas esquerda e direita, uma bancada e uma viga transversal. Os cilindros esquerdo e direito são fixados nas colunas. O controle deslizante é conectado ao pistão do cilindro e se move para cima e para baixo ao longo do trilho-guia fixado na coluna. A matriz inferior é fixada na bancada e a matriz superior é instalada na extremidade inferior do controle deslizante. O sistema hidráulico fornece energia e o sistema elétrico fornece instruções. Sob a ação do cilindro, o controle deslizante aciona a matriz superior para baixo e fecha com a matriz inferior para obter a dobra da chapa metálica. As colunas esquerda e direita, a bancada de trabalho e o controle deslizante (doravante denominados as três partes principais) são as partes principais da máquina de dobra. A soma do peso das três partes principais é responsável por 70%~80% do peso total de uma máquina de dobra. Sua resistência e rigidez determinam diretamente a precisão operacional, a vida útil e a precisão da peça de trabalho da máquina-ferramenta.
Características estruturais:
1. Estrutura soldada totalmente em aço com resistência e rigidez suficientes;
2. Transmissão hidráulica, os cilindros de óleo em ambas as extremidades da máquina-ferramenta são colocados no slide para acionar diretamente o trabalho de deslizamento;
3. O mecanismo de sincronização do slide adota sincronização forçada do eixo de torção;
4. Adota-se estrutura de bloco mecânico, que é estável e confiável;
5. O curso do slide pode ser ajustado de forma rápida e manual, e o contador pode ser exibido;
6. O mecanismo de compensação de deflexão em forma de cunha pode garantir uma maior precisão de dobra.
Manutenção e cuidados:
Antes de realizar a manutenção ou limpeza da máquina, a matriz superior deve ser alinhada com a matriz inferior e então abaixada e desligada até que o trabalho seja concluído. Se precisar dar partida na máquina ou realizar outras operações, selecione o modo manual e garanta a segurança. O conteúdo da manutenção é o seguinte:
1. Circuito de óleo hidráulico
1) Verifique o nível de óleo no tanque de óleo toda semana. Se o sistema hidráulico for reparado, ele também deve ser verificado. Se o nível do óleo estiver abaixo da janela de óleo, óleo hidráulico deve ser adicionado;
2) O óleo hidráulico usado nesta máquina é ISO HM46 ou MOBIL DTE25;
3) O óleo deve ser trocado após a nova máquina ter trabalhado por 2000 horas, e o óleo deve ser trocado a cada 4000-6000 horas depois disso. O tanque de óleo deve ser limpo toda vez que o óleo for trocado;
4) A temperatura do óleo do sistema deve estar entre 35℃ e 60℃, e não deve exceder 70℃. Se estiver muito alta, fará com que a qualidade do óleo e os acessórios se deteriorem e sejam danificados.
2. Filtros
1) Toda vez que você trocar o óleo, o filtro deve ser substituído ou limpo completamente;
2) Se a máquina-ferramenta tiver alarmes relacionados ou outros filtros, como qualidade de óleo impura, eles devem ser substituídos;
3) O filtro de ar no tanque de óleo deve ser verificado e limpo a cada 3 meses, e é melhor substituí-lo uma vez por ano.
3. Componentes hidráulicos
1) Limpe os componentes hidráulicos (placa de base, válvula, motor, bomba, tubo de óleo, etc.) todo mês para evitar que sujeira entre no sistema. Não use detergentes;
2) Após um mês de uso de uma máquina nova, verifique se as curvas dos tubos de óleo estão deformadas. Se houver alguma anormalidade, elas devem ser substituídas. Após dois meses de uso, as conexões de todos os acessórios devem ser apertadas. Ao fazer este trabalho, a máquina deve ser desligada e o sistema deve estar sem pressão.
Se você fizer a escolha errada ao comprar uma prensa dobradeira, os custos de produção aumentarão e não se pode esperar que a prensa dobradeira se pague. Portanto, há vários fatores que devem ser ponderados na decisão.
Peça de trabalho
A primeira coisa importante a considerar é a peça que você deseja produzir. O ponto-chave é comprar uma máquina que possa concluir a tarefa de processamento com a mesa mais curta e a menor tonelagem.
Considere cuidadosamente o grau do material e a espessura e o comprimento máximos de processamento. Se a maior parte do trabalho for aço macio com espessura de calibre 16 e comprimento máximo de 10 pés (3,048 metros), a força de flexão livre não precisa ser maior que 50 toneladas. No entanto, se você fizer muita conformação de matriz inferior, pode considerar uma máquina de 160 toneladas.
Supondo que o material mais espesso seja de 1/4 de polegada, 10 pés de flexão livre requerem 200 toneladas, enquanto a flexão de matriz inferior (flexão corretiva) requer pelo menos 600 toneladas. Se a maior parte do trabalho for de 5 pés ou menos, a tonelagem é quase reduzida pela metade, o que reduz muito o custo de aquisição. O comprimento da peça é muito importante para determinar as especificações da nova máquina.
Deflexão
A mesa e o slide da máquina de 10 pés desviarão quatro vezes mais do que a máquina de 5 pés sob a mesma carga. Isso significa que a máquina mais curta requer menos ajustes de calço para produzir peças aceitáveis. Menos ajustes de calço também reduzem o tempo de configuração.
O grau do material também é um fator-chave. O aço inoxidável normalmente requer cerca de 50% a mais de carga do que o aço macio, enquanto a maioria dos graus de alumínio macio requer cerca de 50% a menos. Você sempre pode obter um gráfico de tonelagem do fabricante da prensa dobradeira que mostra uma estimativa da tonelagem necessária por pé de comprimento para diferentes espessuras e diferentes materiais.
Raio de curvatura
Na dobra livre, o raio de curvatura é 0,156 vezes a distância de abertura da matriz. No processo de dobra livre, a distância de abertura da matriz deve ser 8 vezes a espessura do material metálico. Por exemplo, ao formar aço macio calibre 16 com uma distância de abertura de 1/2 polegada (0,0127 metro), a peça tem um raio de curvatura de cerca de 0,078 polegadas. Se o raio de curvatura for quase tão pequeno quanto a espessura do material, uma formação de matriz inferior é necessária. No entanto, a pressão necessária para a formação de matriz inferior é cerca de 4 vezes maior do que a dobra livre.
Se o raio de curvatura for menor do que a espessura do material, um punção com um raio de canto frontal menor do que a espessura do material deve ser usado, e o método de dobra de impressão deve ser usado. Dessa forma, 10 vezes a pressão da dobra livre é necessária.
Para a dobra livre, o punção e a matriz são processados a 85° ou menos (quanto menor, melhor). Ao usar este conjunto de matrizes, preste atenção à folga entre o punção e a matriz na parte inferior do curso e à dobra excessiva que é suficiente para compensar o rebote e manter o material em cerca de 90°.
Normalmente, o ângulo de retorno elástico produzido pela matriz de dobra livre em uma nova máquina de dobra é ≤2°, e o raio de curvatura é igual a 0,156 vezes a distância de abertura da matriz. Para dobrar com uma matriz inferior, o ângulo da matriz é geralmente 86 ~ 90°. Na parte inferior do curso, deve haver uma folga entre o punção e a matriz que seja ligeiramente maior do que a espessura do material. O ângulo de formação é melhorado porque a tonelagem da dobra da matriz inferior é maior (cerca de 4 vezes a da dobra livre), o que reduz o estresse que geralmente causa o retorno elástico dentro do raio de curvatura.
A dobra por estampagem é igual à dobra da matriz inferior, exceto que a extremidade frontal do punção é usinada para o raio de curvatura necessário, e a folga entre o punção e a matriz na parte inferior do curso é menor do que a espessura do material. Como pressão suficiente (cerca de 10 vezes a da dobra livre) é aplicada para forçar a extremidade frontal do punção a entrar em contato com o material, o retorno elástico é basicamente evitado.
Para selecionar a especificação de menor tonelagem, é melhor planejar um raio de curvatura maior que a espessura do material e usar a curvatura livre tanto quanto possível. Quando o raio de curvatura é grande, geralmente não afeta a qualidade da peça e seu uso futuro.
Curvatura
Os requisitos de precisão de curvatura são um fator que precisa ser cuidadosamente considerado. É esse fator que determina se uma máquina de dobra CNC ou uma máquina de dobra manual é necessária. Se a precisão de dobra exigir ±1° e não puder ser alterada, você deve se concentrar na máquina CNC.
A repetibilidade do controle deslizante da máquina de dobra CNC é de ±0,0004 polegadas, e o ângulo preciso de formação deve ser formado com essa precisão e bons moldes. A repetibilidade do controle deslizante da máquina de dobra manual é de ±0,002 polegadas, e geralmente um desvio de ±2~3° ocorrerá sob a condição de usar o molde apropriado. Além disso, as prensas dobradeiras CNC são preparadas para ferramentas rápidas, o que é uma consideração inquestionável quando você precisa dobrar muitos lotes pequenos de peças.
Ferramentas
Mesmo se você tiver uma prateleira cheia de ferramentas, não presuma que essas ferramentas se encaixarão no recém-adquirido máquina de dobra. Cada ferramenta deve ser verificada quanto ao desgaste medindo o comprimento da frente do punção até o ombro e o comprimento entre os ombros da matriz.
Para ferramentas convencionais, o desvio deve ser em torno de ± 0,001 polegada por pé, e o desvio total do comprimento não deve exceder ± 0,005 polegada. Para ferramentas retificadas com precisão, a precisão deve ser de ± 0,0004 polegada por pé, e a precisão total não deve exceder ± 0,002 polegada. É melhor usar ferramentas retificadas com precisão para dobradeiras CNC e ferramentas convencionais para dobradeiras manuais.
Comprimento do lado da dobra
Assumindo uma dobra de 90° ao longo de uma placa de aço macio calibre 10 de 5 × 10 pés, a dobradeira deve aplicar uma pressão adicional de 7,5 toneladas para levantar a placa, e o operador deve estar preparado para uma queda de 280 libras de borda reta. Fazer esta peça pode exigir vários trabalhadores fortes ou até mesmo um guindaste. Os operadores de prensas dobradeiras muitas vezes precisam dobrar peças com bordas longas sem perceber o quão árduo é seu trabalho.
Procedimentos operacionais de segurança:
1. Siga rigorosamente os procedimentos operacionais de segurança para trabalhadores de máquinas-ferramenta e use equipamentos de proteção de trabalho conforme necessário;
2. Antes de iniciar, verifique cuidadosamente se o motor, o interruptor, o circuito e o aterramento estão normais e firmes e verifique se as peças operacionais e os botões do equipamento estão presos na posição correta;
3. Verifique a sobreposição e a firmeza dos moldes superior e inferior; verifique se cada dispositivo de posicionamento atende aos requisitos do processamento;
4. Quando o slide superior e cada eixo de posicionamento não estiverem na origem, execute o programa de retorno à origem;
5. Após o equipamento ser iniciado, deixe-o em marcha lenta por 1 a 2 minutos e o slide superior se mova 2 a 3 vezes em curso total. Se forem encontrados sons ou falhas anormais, pare a máquina imediatamente, elimine as falhas e trabalhe somente depois que tudo estiver normal; 6. Durante o trabalho, uma pessoa deve estar no comando unificado, para que o operador e o pessoal de alimentação e prensagem possam cooperar estreitamente para garantir que o pessoal cooperante esteja em uma posição segura antes de emitir o sinal de dobra;
7. A chapa metálica deve ser compactada ao dobrar para evitar que a chapa metálica dobre. O material será levantado e machucará as pessoas;
8. Ao ajustar a matriz de prensagem do material da chapa, a energia deve ser cortada e a operação deve ser interrompida;
9. Ao alterar a abertura da matriz inferior variável, nenhum material pode entrar em contato com a matriz inferior;
10. Quando a máquina-ferramenta estiver funcionando, ninguém pode ficar atrás da máquina-ferramenta;
11. É estritamente proibido pressionar e dobrar o material da chapa em uma extremidade sozinha;
12. Se a peça de trabalho ou matriz for considerada incorreta durante a operação, ela deve ser parada para correção. É estritamente proibido corrigi-la manualmente durante a operação para evitar ferimentos na mão;
13. É proibido dobrar chapas de ferro supergrossas ou chapas de aço temperado, aço de liga de alta qualidade, aço quadrado e chapas que excedam o desempenho da máquina de dobrar chapas para evitar danos à máquina-ferramenta;
14. Verifique a sobreposição das matrizes superior e inferior com frequência; se a indicação do manômetro atende aos requisitos;
15. Pare a máquina imediatamente quando ocorrer uma anormalidade, verifique a causa e elimine-a a tempo;
16. Antes de desligar, coloque um bloco de madeira na matriz inferior sob os cilindros de óleo em ambos os lados para abaixar o slide superior no bloco de madeira;
17. Saia do programa do sistema de controle primeiro e, em seguida, desligue a energia.
Informações da fábrica






# 1m/2m/4m/6m/8m/10m, máquina de dobra, máquina de dobra hidráulica, máquinas de dobra de chapa metálica, máquina de dobra para venda, preço da máquina de dobra automática, máquina de dobra de placa, máquina de dobra de chapa hidráulica CNC, dobra hidráulica de 63T 3200mm máquina, China 1m / 2m / 4m / 6m / 8m / 10m, máquina de dobra chinesa, preço da máquina de dobra automática chinesa, máquina de dobra de placa chinesa, máquina de dobra de chapa hidráulica CNC chinesa, máquina de dobra hidráulica chinesa de 63T 3200mm.
Site Oficial:
www.greatforming.com (English)
www.arabicgreatforming.com (عربي)
www.russiangreatforming.com(Русский)
www.spanishgreatforming.com(Español)
www.frenchgreatforming.com(Français)
www.portuguesegreatforming.com(Portuguese)
